
熱致變色顏料在陶瓷中的應用指南|印刷工藝、涂層結構與注意事項
熱致變色顏料因其隨溫度變化而可逆變色的獨特特性,正在成為陶瓷產品創新設計的重要工具。從日常飲用陶瓷杯到高端炊具和創意藝術陶瓷,熱致變色技術不僅賦予產品互動性和趣味性,還能提升安全性和附加值。本指南將系統講解熱致變色顏料在陶瓷中的應用原理、施工工藝、涂層設計與注意事項,并結合實際案例,幫助陶瓷制造商和設計師開發出高質量、智能化的陶瓷產品。
1. 熱致變色顏料基礎原理與陶瓷應用概述
熱致變色顏料也叫感溫變色顏料是一類隨溫度變化而發生可逆顏色變化的功能性顏料,屬于微膠囊包覆型有機體系。其核心機理是:當環境溫度達到設定的變色點時,顏料內部的分子結構發生可逆轉變,從而呈現出不同的顏色狀態;溫度降低后,顏色可恢復至原始狀態。
正是這種“可視化溫度變化”的特性,使熱致變色粉在陶瓷制品中具備極高的附加值,不僅增強了產品的互動性與安全性,也有效避免了產品同質化競爭。
1.1 熱致變色顏料在陶瓷應用中的三種主要變色形式
① 有色 ↔ 無色(可逆型) 在常溫下呈現顏色(如黑色),當溫度升高至設定值以上時顏色消失,冷卻后恢復原色。 例如:31°C 變色型,在 31°C 以上呈無色,低于 31°C 顯示黑色,常用于變色陶瓷杯。
② 無色 ↔ 有色(可逆型) 常溫下為無色,受熱后顯色,冷卻后再次變為無色。 此類產品多用于高溫提示或安全警示,如 60°C 顯色型。
③ 顏色 ↔ 顏色(可逆換色型) 常溫顯示一種顏色,加熱后轉變為另一種顏色,冷卻后恢復原狀,可實現更豐富的視覺效果。
提示:不可逆熱致變色顏料/油墨也是一類重要的熱致變色材料,但在陶瓷行業中較少使用。
陶瓷應用中常見的變色溫度點包括:18°C、22°C、28°C、31°C、33°C、42°C、45°C、50°C、65°C。用戶可根據產品用途選擇合適的溫度點。例如,31-45°C適用于飲料杯溫度指示,50-65°C適用于炊具高溫警示。
熱致變色顏料粒徑通常在1-10微米之間,采用微膠囊技術包覆,具備一定的耐溫性和化學穩定性。但作為有機化合物,其耐高溫能力有限。短時(約10分鐘)可耐受230°C,但長期工作溫度不應超過75°C。這一特性決定了熱致變色顏料在陶瓷上的應用位置至關重要,應避免將其置于直接受熱部位。

1.2 在陶瓷工業中,熱致變色顏料主要應用于以下產品:
- 陶瓷杯、馬克杯:例如,熱致變色陶瓷杯通過顏色變化顯示液體溫度,防止燙傷。
- 炊具溫度指示:在鍋具手柄等位置施加熱致變色涂層,指示工作溫度。
- 創意陶瓷工藝品:圖案隨溫度變化的藝術陶瓷。
- 防偽標簽:利用精確的熱變色特性作為高端陶瓷產品的防偽手段。
了解熱致變色顏料的基本性質和應用范圍,是成功將其應用于陶瓷產品的第一步。接下來,需要根據具體產品需求選擇合適的應用工藝和材料配方。
2. 熱致變色顏料在陶瓷上的印刷與應用方法
熱致變色顏料主要通過印刷工藝應用于陶瓷表面。不同的印刷技術各具特點,適用于不同的設計要求與生產批量。選擇合適的印刷方法對確保變色效果、生產效率和成本控制至關重要。
2.1 絲網印刷
絲網印刷是熱致變色顏料應用于陶瓷表面最常用且最穩定的方法,特別適用于平面或微曲陶瓷表面。該方法通過絲網將熱致變色油墨轉印到陶瓷表面,可精確控制墨層厚度,確保變色效果鮮明均勻。
具體步驟:
- 油墨制備:將熱致變色顏料與專用陶瓷油墨基料按適當比例混合,通常添加量為油墨總量的2%-20%。使用前充分攪拌,防止沉淀。若粘度過高,可添加適量專用稀釋劑,通常比例為1:1或1:2(油墨:稀釋劑)。
- 網版選擇:建議使用150-200目絲網。目數過低會導致墨層過厚,影響干燥和附著力;目數過高則墨層過薄,導致變色效果不明顯。更精細的圖案可考慮使用更高目數(如250目)。
- 基材處理:陶瓷表面應清潔無油污,最好用酒精預先擦拭。為提高附著力,可對表面進行輕度打磨或涂布專用陶瓷底漆。
- 印刷:將配制好的熱致變色油墨倒在網版上,用刮刀以適當角度和壓力均勻刮印。建議使用白色或淺色背景,可顯著增強變色對比度和可視性。
-
干燥與固化:
- 自然干燥:室溫下自然干燥8-12小時。
- 烘烤干燥:120°C烘烤5-10分鐘。
- UV固化:使用UV燈固化(如果配備)。
工藝優勢:
- 墨層厚度可控,變色效果明顯。
- 適用于復雜圖案和多色印刷。
- 設備投資相對較低,適合中小批量生產。
- 對陶瓷表面形狀適應性強。
注意事項:
- 印刷環境溫度應保持穩定,避免溫度波動影響印刷質量。
- 檢查網版是否堵塞,每批印刷后及時清洗。
- 不同熱致變色油墨使用獨立的網版,避免交叉污染。
- 印刷后盡快清洗網版和設備,防止油墨干涸。

2.2 噴涂法
噴涂工藝適用于大面積或形狀不規則的陶瓷產品。它能實現均勻涂覆,操作相對簡單,但材料利用率較低。
技術要點:
- 涂料制備:將熱致變色顏料與透明陶瓷涂料混合制成熱致變色涂料,通常比例為2%-5%。使用專用稀釋劑調整粘度至適宜噴涂的稠度,通常采用1:1或1:2(涂料:稀釋劑)的比例。
- 噴涂設備:使用噴槍口徑0.8-1.2mm,空氣壓力2-3 kg/cm²。噴槍與陶瓷表面距離保持20-30 cm,采用十字交叉法均勻噴涂。
- 涂層控制:建議薄噴多道,每道干燥后再噴下一道。總厚度控制在20-30 μm。過厚會導致干燥困難且有開裂風險,過薄則影響變色效果。
- 固化:自然干燥需12-24小時;建議采用80-120°C烘箱干燥10-15分鐘。高溫陶瓷制品需在150-180°C下固化。
應用場景:
- 陶瓷炊具手柄上的溫度指示
- 整體變色的陶瓷工藝品
- 具有大面積熱變色效果的日用陶瓷
優點與局限:
- 適用于復雜曲面
- 涂層均勻,可實現漸變效果
- 材料損耗大,成本較高
- 對操作技術要求高,需控制噴涂距離與速度
2.3 移印與轉印技術
移印工藝:
- 使用帶有圖案的移印頭蘸取熱致變色油墨。
- 將圖案轉印到陶瓷表面。
- 適用于小面積、多色、曲面印刷。
- 常用于陶瓷杯底部標識或手柄局部圖案。
轉印技術:
- 將熱致變色油墨印刷到專用轉印膜上。
- 通過熱壓或水轉印方式將圖案轉移到陶瓷表面。
- 可實現復雜圖案和高分辨率圖像。
- 適用于大規模、標準化生產。
| 印刷方法 | 適用場景 | 優點 | 局限性 | 建議熱致粉末添加量 |
|---|---|---|---|---|
| 絲網印刷 | 平面/簡單曲面,多色圖案 | 成本低,效果穩定,墨層可控 | 對復雜曲面適應性有限 | 2%-20% |
| 噴涂 | 大面積/復雜曲面 | 覆蓋均勻,適應任何形狀 | 材料浪費大,環境要求嚴 | 2%-5% |
| 移印 | 小面積/特殊形狀 | 精度高,可實現多色 | 單次印刷面積小 | 5%-15% |
| 轉印 | 大批量生產/復雜圖案 | 分辨率高,生產效率高 | 初期制版成本高 | 根據油墨配方 |
選擇合適的印刷方法需要全面考慮產品設計、產量、成本和質量要求。在實際生產中,通常會結合多種印刷工藝,以根據陶瓷產品的具體部件和功能需求,以實現最佳效果和經濟效益。

3. 熱致變色陶瓷涂層的制備與固化工藝
熱致變色粉末成功應用于陶瓷產品不僅需要合適的印刷方法,還需要科學且合理的涂層準備和固化工藝。這一步驟直接關聯于熱致變色效應的穩定性、涂層的耐久性以及產品的安全性。
3.1 熱致變色陶瓷涂層的制備
熱致變色陶瓷涂層的制備是應用過程中的關鍵環節,其質量直接決定了最終產品的變色性能和物理性能。根據應用需求,熱致變色陶瓷涂層可制備成油性或水性體系。
油性熱致變色陶瓷涂層的制備方法:
- 基料選擇:選擇專用的陶瓷涂層樹脂作為基料,確保與陶瓷表面良好的附著力和耐溫性。
- 顏料添加:將熱致變色顏料緩慢加入基料中,通常添加量為著色成分重量的2%-5%。添加過程中應持續攪拌,防止形成團塊。
- 分散研磨:將混合物料轉移至分散研磨機中,加入鋯珠作為研磨介質,以1000-2000rpm的轉速研磨,直至細度不超過20 μm。此步驟對確保顏料分散均勻至關重要。
- 粘度調整:根據印刷/噴涂方法,使用相應稀釋劑調整涂層粘度。油性體系通常使用專用稀釋劑,水性體系也可定制并用水稀釋。
- 熟化:制備好的涂層應靜置12-24小時,使各組分充分融合,并消除攪拌過程中引入的氣泡。
水性熱致變色陶瓷涂層的制備:
- 選擇水性陶瓷涂層樹脂作為基料。
- 使用水性分散劑將熱致變色顏料均勻分散。
- 添加量為總配方的3%-10%。
- 用去離子水調整粘度。
- 添加適量消泡劑和流平劑。
注意事項:
- 避免使用高極性溶劑(如甲醇、乙醇),這些溶劑可能滲透微膠囊壁,損害變色性能。
- 熱致變色顏料不宜與普通顏料(如鈦白粉、炭黑)混合使用,否則會掩蓋變色效果。
- 攪拌速度應盡可能低,避免破壞熱致變色顏料的微膠囊結構。
- 制備過程應在通風良好的區域進行,操作人員必須穿戴防護裝備。
構建多層涂層系統
對于需長期使用或接觸食品的熱致變色陶瓷產品(如炊具、餐具),建議采用多層涂層系統,以保護熱致變色層并確保產品安全。典型的三層構建方法:
底層(陶瓷底層):
- 將陶瓷表面噴砂處理至粗糙度Ra 2-5μm。
- 將基材預熱至40-70°C。
- 噴涂陶瓷底漆和面漆。
- 在200-280°C下固化,形成基礎陶瓷涂層。
中間層(熱致變色層):
- 對固化后的陶瓷涂層進行激光拋光,增加表面能。
- 噴涂或印刷制備好的熱致變色陶瓷涂層。
- 根據涂層類型選擇合適的干燥方式(自然干燥、烘箱干燥或UV固化)。
- 涂層厚度控制在15-25μm。
表層(透明保護層):
- 在熱致變色層表面噴涂透明陶瓷涂層。
- 涂層厚度約10-15 μm。
- 在150-180°C下固化。
- 可增加UV固化層以提高表面硬度。
這種多層設計具有以下優點:
- 透明保護層將熱致變色材料與食品接觸完全隔離,符合食品安全要求。
- 底層陶瓷涂層提供了優異的附著力和耐溫性。
- 保護層使熱致變色層免受磨損和化學侵蝕。
- 不影響觀察熱致變色涂層的顏色變化。
| 涂層 | 主要功能 | 材料要求 | 厚度范圍 | 固化條件 |
|---|---|---|---|---|
| 底層 | 基礎附著、耐熱 | 高附著力陶瓷涂層 | 20-40μm | 200-280°C |
| 熱致變色層 | 溫度響應變色 | 熱致變色陶瓷涂層 | 15-25μm | 根據涂層類型 |
| 保護層 | 保護、食品安全 | 高透明陶瓷涂層 | 10-15μm | 150-180°C |

3.2 固化工藝與技術
固化工藝對熱致變色陶瓷涂層的最終性能和變色效果具有至關重要的影響。不當的固化條件可能導致變色性能下降或涂層缺陷。
常見固化方法:
- 自然干燥:室溫下自然干燥。固化通常需要8-24小時。適用于小批量生產或實驗應用。環境溫度應保持在15-30°C,濕度低于70%。
- 熱風固化:將烘箱溫度設定在80-120°C。固化5-15分鐘。加熱應分階段進行,避免溫度驟變導致涂層缺陷。確保適當通風以排出溶劑蒸氣。
- UV固化:利用紫外線進行固化。固化時間為幾秒至數分鐘。僅適用于含有光引發劑的UV固化涂層。效率高,適用于連續生產。
- 紅外固化:利用紅外輻射加熱。固化速度快,能耗低。需要精確控制輻射強度和時間。
關鍵控制參數:
- 溫度控制:熱致變色陶瓷涂層的加工溫度應低于200°C,最好不超過180°C。高溫會損害顏料的變色性能,特別是在消色狀態下,熱穩定性尤其差。
- 時間管理:高溫下的暴露時間應盡可能短,在230°C下最好不超過10分鐘。
- 升溫速率:建議采用漸進式加熱過程,避免熱沖擊導致涂層開裂或起泡。
- 通風:在固化過程中保持良好的通風,尤其是使用溶劑型涂料時。
對于特殊應用,如陶瓷炊具,固化過程需要更精確的控制。例如,在炊具表面應用熱致變色指示涂層時,透明陶瓷保護層應在150-180°C下固化。這種相對溫和的固化條件有助于保持熱致變色材料的性能,同時確保涂層的耐久性。
通過科學的涂層制備和精確的固化控制,可以實現熱致變色陶瓷產品理想的變色效果和長久的使用壽命。
4. 熱致變色顏料應用于陶瓷的注意事項
成功將熱致變色顏料應用于陶瓷產品,不僅需要掌握正確的工藝,還需注意多個關鍵因素,以確保產品性能穩定、安全可靠。以下是將熱致變色顏料應用于陶瓷時的特別注意事項,涵蓋了材料選擇、工藝控制等方面。
4.1 材料選擇與儲存要點
熱致變色顏料類型選擇:
- 根據產品用途選擇合適的變色類型:消色型(有色變無色)、顯色型(無色變有色)或變色型(A色變B色)。
- 選擇與用途相匹配的變色溫度:31-45°C常用于人體接觸產品;50-65°C用于高溫警示。
- 考慮變色對比度:深色(如黑色、藍色)通常比淺色變化更明顯。
基材相容性:
- 熱致變色油墨/顏料適用于多種基材:紙張、織物、金屬、玻璃、陶瓷、塑料等。
- 陶瓷表面應光滑潔凈,必要時進行噴砂或打底處理以提高附著力。
- 避免直接應用于多孔或高吸水性陶瓷,否則可能導致變色不均。
儲存條件:
- 材料應密封儲存于干燥、陰暗處,避免陽光直射。
- 理想儲存溫度:5-30°C,相對濕度低于60%。
- 未使用的熱致變色油墨/涂料應密封開口,防止溶劑揮發和濕氣侵入。
- 遵循“先進先出”原則,避免因儲存時間過長導致性能下降。
4.2 關鍵工藝控制要點
溫度管理:
- 加工溫度必須控制在200°C以下,最佳范圍為120-180°C。
- 高溫暴露時間應盡可能短,在230°C下不超過10分鐘。
- 避免局部過熱,采用均勻加熱。
- 對于多層涂層系統,控制每一層的固化溫度,防止底層過熱。
溶劑與添加劑:
- 避免使用高極性溶劑(如甲醇、乙醇),它們會破壞微膠囊結構。
- 使用專用稀釋劑,并按照推薦比例(通常為1:1或1:2)添加。
- 在環氧樹脂體系中,謹慎選擇固化劑,避免使用聚胺類固化劑,可能導致變色失效。
- 在PVC體系中,避免使用含磷穩定劑和增塑劑,它們可能導致殘留色。
設備選擇:
- 避免使用高剪切設備(如密煉機、捏合機),它們會破壞微膠囊。
- 絲網印刷優選150-200目絲網。
- 噴涂選用0.8-1.2mm口徑噴槍,空氣壓力2-3 kg/cm²。
- 使用不銹鋼或塑料容器和工具,避免金屬污染。
5. 熱致變色陶瓷應用案例
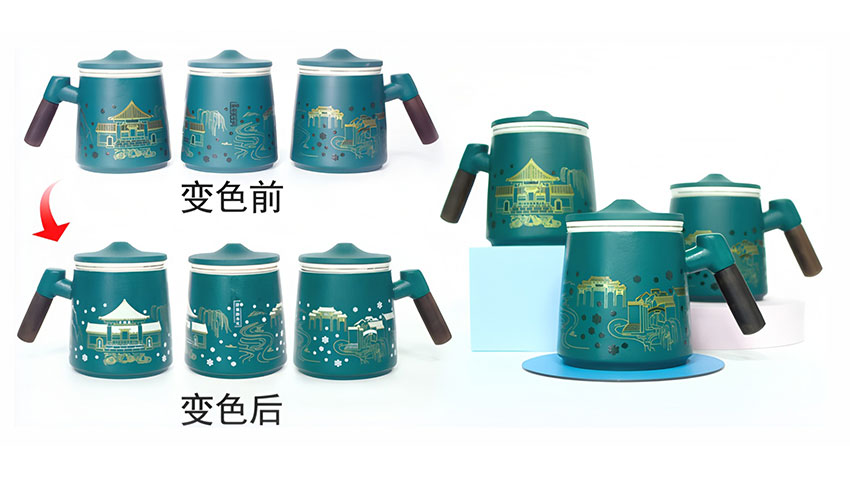
5.1 熱變色陶瓷杯
熱變色陶瓷杯是市場上最常見、接受度最廣的應用之一。這類產品通常使用變色溫度在31-45°C之間的熱致變色顏料。當倒入熱水時,杯身的圖案或顏色發生變化,提供水溫的視覺指示,防止燙傷。
5.2 炊具溫度指示涂層
專利技術中描述的炊具表面熱致變色指示涂層是功能應用的典型例子。通過在鍋具手柄等位置施加熱致變色涂層,使用者可以直觀了解鍋具溫度,避免過熱。
5.3 防偽認證標識
高端陶瓷產品(如名貴瓷器)利用熱致變色顏料精確的溫變特性制作防偽標識。消費者可通過簡單的溫變測試驗證產品真偽。
5.4 創意藝術陶瓷
藝術家和設計師利用熱致變色顏料創作互動陶瓷藝術品,通過溫度變化產生動態視覺效果,為作品增添趣味性和參與感。
6. 發展趨勢
6.1 多段變色熱致粉末
將不同變色溫度的熱致變色顏料組合使用,可以創造出更豐富的溫度響應效果。例如:
- 低溫區(31°C)顯示一種顏色變化;
- 中溫區(45°C)增加第二種顏色變化;
- 高溫區(60°C)觸發第三種顏色變化。
這種三色熱致變色顏料的混合可用于指示不同的溫度等級。
6.2 環境響應型智能陶瓷
將熱致變色技術與其他功能材料結合,開發能綜合響應環境條件的智能陶瓷產品:
- 熱致+光敏:同時響應溫度和光照變化。
隨著材料科學和印刷技術的進步,熱致變色陶瓷產品的應用領域將繼續擴大。開發符合化妝品級和食品級標準的熱致變色顏料也一直是研發的重點和未來趨勢。
最新產品
- 潤巴Ranbar Yellow P312A顏料黃12|雙偶氮黃色有機顏料
- 潤巴Ranbar Orange P230黃光橙有機顏料|顏料橙13(PO13)
- 一品YIPIN S353氧化鐵黑|建筑材料與涂料用無機黑色顏料
- 一品德科系列氧化鐵紅4130|Detech超微細低粘度氧化鐵顏料
- 一品群青藍(Ultramarine Blue)U02/U03/U04產品介紹與應用解析
- 一品S563 Emerald Green翠綠復合顏料 | 水泥地坪與混凝土用綠色建筑顏料
- 一品YIPIN Iron Oxide Red S190氧化鐵紅性能參數與應用領域介紹
- 蘇達山Novoperm Yellow HG 01-CN09|顏料黃180 | 高透明耐溶劑油墨用有機顏料
- DIC Irgalite Yellow K1415(顏料黃13)塑料用高不透明度二芳基有機顏料
- 潤巴Ranbar ZB系列熒光顏料 - 軟塑料用高亮度易分散熒光著色劑
- 塑膠專用環保耐高溫熒光顏料|潤巴Ranbar ZS系列 無甲醛配方
- 潤巴Ranbar K系列預分散顏料 | 涂料和油墨用高透明納米顏料色砂















- 珠光顏料與金屬顏料有什么區別?原理、效果與應用對比
- 色母粒和直接著色有什么區別?原理、性能與應用全面對比
- 溶劑染料和顏料著色性能對比:透明性、耐候性與應用選擇全解析
- 熱致變色材料市場展望(2026-2034):2034年將達336億美元,亞太份額超四成
- 2026-2034特種著色劑市場報告:規模、份額、趨勢及預測
- 熒光顏料與普通顏料有什么區別?發光原理、性能對比及應用解析
- 全球顏料分散體市場報告(2026-2033):無機顏料主導,涂料為最大應用
- 2026-2035年氧化鐵顏料市場展望:全球規模將達41億美元,建筑行業領跑
- 2026年合成染料與顏料市場報告:規模、趨勢及2030年增長預測(CAGR 7.1%)
- 全球復合無機顏料市場規模分析:2035年達5.39億美元,建筑與涂料需求推動增長
- 巨頭領漲!巴斯夫全球塑料添加劑漲價20% 原材料成本推高行業價格
- 顏料耐候等級分幾級?耐光性8級的定義及耐候性測試標準解析
- 全球普魯士藍市場規模與預測(2026-2034):按類型、形式、應用及區域深度分析
- 高性能工業顏料發展趨勢:綠色化、功能化與智能化技術革命
- 2026全球炭黑市場規模分析及未來趨勢:汽車產業成核心驅動力
- 涂料常用顏料大全:無機、有機及功能顏料分類與選型指南
- 常見塑料顏料種類全面介紹:分類與應用指南
- 全球染料與顏料市場規模預計2033年達662億美元:可持續轉型成核心驅動力
- 鈦陽化學Sun Chemical擴建喹吖啶酮顏料產能
- Paint India 2026:鈦陽化學與DIC展示高性能顏料與涂料樹脂最新技術